|
Dettagli:
|
| Condizione: | Nuovo | Condizione della polvere: | 380V/50HZ o su misura |
|---|---|---|---|
| Capacità: | 150-220 kg/h o su misura | Diametri dei tubi: | 20-110 mm o su misura |
| Materiali adatti: | LDPE LLDPE DELL'HDPE PPR | ||
| Evidenziare: | Linea di produzione di plastica del tubo di PPR 20mm,Linea di produzione del tubo di PPR 110mm,macchina dell'espulsore del tubo di 110mm PPR |
||
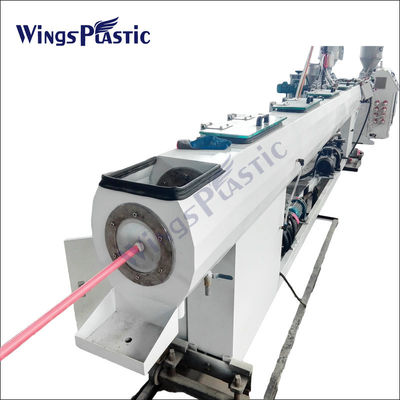
Linea di produzione di macchine per estrusori di tubi in plastica PPR
Flusso di produzione:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
Come risolvere i problemi incontrati nel processo di produzione dei tubi PPR
1La presenza di segni di ustioni sulla superficie del tubo può essere dovuta ad un'eccessiva temperatura sul corpo o sul naso; la testa della macchina e il filtro non sono puliti accuratamente;Impurità nel materiale granulare■ scarsa stabilità termica delle materie prime o insufficiente dosaggio di stabilità termica; strumento di controllo della temperatura non funziona correttamente.
2Le strisce nere sulla superficie del tubo possono essere dovute all'elevata temperatura della testa e al fatto che il filtro non è stato pulito a fondo.
3La mancanza di lucentezza sulla superficie del tubo può essere dovuta alla bassa o alta temperatura della muffa.
4Le rughe sulla superficie del tubo possono essere dovute a temperature irregolari intorno allo stampo; l'acqua di raffreddamento è troppo calda; la trazione è troppo lenta.
5La rugosità della parete interna del tubo può essere dovuta alla bassa temperatura della canna centrale; la temperatura del corpo è troppo bassa; la temperatura della vite è troppo alta.
6. le crepe sulla parete interna del tubo possono essere dovute a impurità nel materiale; la temperatura della canna centrale è troppo bassa; la temperatura del corpo è bassa; la velocità di trazione è troppo rapida.
7La parete interna del tubo può avere squilibri, che possono provocare una temperatura di vite eccessivamente elevata; la velocità della vite è troppo rapida.
8- sulla parete interna del tubo possono esserci bolle, che possono essere diventate umide.
9. spessore irregolare della parete del tubo può causare lo stampo della bocca e lo stampo del nucleo non essere allineati; temperatura della testa irregolare; trazione instabile; aria compressa è instabile.
10. la flessione del tubo può causare uno spessore di parete irregolare; temperatura irregolare intorno alla testa della macchina; il solco di raffreddamento della testa della macchina e il centro di taglio di trazione non sono allineati;I fori in entrambe le estremità della scanalatura di raffreddamento non sono concentrici.
11Il prodotto può diventare fragile a causa di una insufficiente plastificazione del corpo; la velocità della vite è troppo rapida; la temperatura della testa è troppo bassa; la viscosità della resina è troppo elevata.
12Un grande restringimento longitudinale o trasversale del tubo può comportare una grande differenza radiale tra il diametro della manica di misurazione e il diametro interno della matrice (trasversale);La velocità di trazione è troppo elevata (longitudinale).
13. una scarica improvvisa e lenta può provocare un'elevata temperatura nella sezione di alimentazione della vite; l'ingresso di acqua nella fusoliera; la pressione della fusione nella testa della macchina è bassa.
![]()

Informazioni di base sulla macchina:
| Dimensione dell'estruttore | Motore principale | Capacità massima | Diametro del tubo |
| 65/33 | 37 kW | 150 kg/h | 16-63 mm |
| 65/33-H | 45 kW | 180 kg/h | 16-63 mm |
| 65/33-H | 55 kW | 200 kg/h | 20-110 mm |
![]()
Persona di contatto: Mr. Wang
Telefono: +86 15092066953
Fax: 86--532-87252290


 Italian
Italian